Hey everyone, here are March 2025 Production Updates.
Hiring
We currently have quite a few new job postings. Check out our Indeed postings here. Can’t find a specific job opening but want to share your interest in working at Sienci Labs, please check out our general application.
Office Expansion
When we first moved from our roughly 8000sq/ft location to our current 15,000sq/ft location, it felt like expanding into that space would take forever. Well, perhaps we spoke too soon. With the incoming shipments for increasing batch sizes for the AltMill, plus with the anticipated 4×8 ft AltMills and Sm-AltMills, we’re running out of room to build everything.
With about 40-50 pallets coming in the next few weeks, we’ve also started off-site warehousing, which means that some of our materials will be held in storage a few minutes away, ready to go when we need them.
We’re currently in discussion with our landlord about expanding our space by another approximately 9000 sq/ft, including part of the downstairs area of our neighbour and the upstairs portion of our current unit. Once we’ve taken possession of the space, we’ll most likely start building out the new space in the summer.
AltMill
AltMill shipments have been going out intermittently depending on the availability of SLB and SLB-EXT cases and case end plates. We have run out of those parts, and although we were expecting them to arrive already, they have been delayed in shipping. We have another batch expressed to us expected to come near the end of Feb, which means that we should be able to pick up shipping without much delay.
A large number of shipments have come in as we prepare for AltMill MK2 to ship. We are pre-packing and pre-assembling so that we can start shipping AltMills quickly once all of the remaining parts arrive in March.
STL files for stepper motor covers are available to download for free from our Resources. A link to download can be found at the bottom of the page. These covers were designed for the AltMill MK2 to help protect the wiring of the closed-loop stepper motors. They come included by default with AltMill MK2, but MK1 owners can print and install them if they want.
We are also making progress on 4×8 AltMill design, with Ben showing us a first look at the rack and pinion design he’s been working on.
I also happened to come across a few Sm-AltMills under construction in the back shop. Not exactly sure what the plans are for those but it’s exciting to see some come to shape.
LongMill
We’ve had one short pause on shipping for the LongMills due to a shortage of inductive sensor cables extensions needed for the 48×30 variants of the machine. However, we’ve since switched to including inductive sensors with 5m cabling instead, which forgoes the need for the extension cable and overall improves the reliability by reducing another connection point.
As we mentioned above, we have slowed on shipping for LongMill slightly as we wait on more of the SLB enclosures to come in, but we expect that to be resolved by the time this blog post comes out.
gControl
The next 294 units have now shipped for Batch 2! We are now waiting for a new batch of 500 computers to arrive early to mid-March. We expect to clear the remaining queue once they arrive, and new orders are expected to ship within a few days once we have ready-to-go stock.
AutoSpin T1
We have now collected a small group of beta testers for the AutoSpin T1, which span users of LongMill, Shapeoko, and Onefinity, allowing us to confirm and test compatibility for many major hobby CNC machines.
Beta test units are expected to go to users in the next few weeks.
Hey guys, here’s our Feb 2025 Production Updates. I am currently on vacation so I will be writing this from out of the office.
AltMill
We have continued to ship out AltMill MK1s to the last of the customers in the queue and are expecting to finish in the next two weeks. Afterwards, any machines still in the queue will receive a MK2. At the time of writing, we currently have around 50 machines still left to ship in MK1.
This past month was highlighted by the launch of the AltMill MK2 and the new 2×4 foot variant. We are now expecting MK2 rails to arrive in mid-March, which will allow us to start shipping AltMill MK2 4×4 and 2×4 in late March. Given we have a reasonably large queue, we currently have approximately 300 machines to build in the queue, which means that customers ordering now may be waiting around 2-3 months for their machines if they order today.
Batch 4, which contains machines for MK2 contains 500 units, which is a mix of 2×4 and 4×4 AltMills.
AltMill MK2 2×4
We’ve recently hired a number of new team members for the packing team to help speed up the shipping for AltMills and other products and accessories. We’re also expecting a large influx of parts in Feb and March, which means we’ll also be starting to restructure and organize our space to allow for more storage space.
Batch 5, which we have started initial production planning will likely contain around 750 units, additionally to help alleviate lead times.
In other news, our engineering team has been working on a new rack and pinion system to potentially be used in 4×8 variants of the AltMill MK2. Although we don’t have a specific timeline for the development and release of this machine, we expect more news to come out near the end of the year.
LongMill
Most LongMills continue to ship out as usual. Due to a shortage of extension cables for the inductive sensors, we’ve now switched to offering inductive sensors from the AltMill with longer wiring as an alternative to be used on LongMill MK2.5 48×30 machines.
We are expecting to get new cables in the next 3 weeks, however, we are debating whether we should just offer the longer cable inductive sensors or keep the extensions in the kit.
gControl
We’ve now received our next 300 computers which are being packed and shipped right now. Since the production of the computers we’ve made some updates to the operating system to significantly improve the loading time for gSender. We do have instructions on how to do this on our resources, but we’ve decided that re-flashing all the computers would improve the customer experience and would be worth the extra work.
We are now sold out on our second batch of 300 computers. Due to high demand, we’ve ordered another 500 computers, which are now on the way. We are expecting them at the start of March, which is when the next batch will also ship.
Pallets of computers ready to be packed
The majority of the new batch from the 300 have now been shipped and we are continuing to pack and ship as we clear out the new stock.
Vortex Rotary Axis
We are still waiting on additional extrusions for the 48″ wide variant of the Vortex Rotary Axis due to customs inspections for the parts en route. We are expecting to receive these parts and resume shipping the Vortex Rotary axis in the next 2 weeks. 30″ variants are continuing to ship without delay.
AutoSpin T1
We are expecting the first batch of around 35 routers for testing to be completed in Feb 16. We will ship them to around 20 assigned beta testers and industry partners once they arrive. We’re currently working on testing with a wide variety of machines including Onefinities, Shapeokos, and more, to ensure compatibility.
It’s been a short 10 months since we first launched the AltMill.
We’ve learned a lot with our first batches of the AltMill and we’ve combined all those things into improvements to our latest version. We’re now excited to share our second iteration of the MK2, which bring improvements to the quality, ease of construction, and quality of life, as well as preparing for new iterations and development for the Sm-AltMill and 4×8 machines in the future.
The MK2 refers to the platform change, which means that any machine with the new design changes are part of the MK2 family, which means that the AltMill 2×4 is also a MK2 machine.
If you’re looking for more information about the AltMill MK2 2×4, please check out this other blog post.
AltMill MK2AltMill MK1
Production changes and challenges
AltMill lead times have continued to be long since the first launch of the machine. While our production rate has continued to increase over time, decreasing lead times have also coincided with increased demand, due to the growing public knowledge and interest of the AltMill. We are working on a number of things to decrease lead times and our goal is to eventually have units ready to ship in 1-2 weeks on average.
Batch sizes
To mitigate the risk of quality and technical issues in the shipping of our first batches, we’ve kept batch sizes relatively low, with Batch 1 being 50 units, Batch 2 being 200 units, and Batch 3 being 250 units. Batch 4, which we are currently in, is something of a split batch of 500 units. I am calling it a “split batch” because some components have been ordered and produced in a batch of 500 while some have been ordered in a batch of 250, based on cost, size, and our confidence in the part quality. Additionally, we’ve been working to diversify our supplier portfolio, so that we can split up parts from the same batch across two or more suppliers, allowing us to decrease lead times.
Supplier diversification
As our part complexity and quantity grow, we’ve worked to diversify our portfolio of producers and manufacturers. The first is to distribute work to decrease lead times. By using more than one manufacturer to produce the same component, we can ensure that if one manufacturer has issues or is delayed, we still have a second source for the products. Plus, if parts take a long time to make, having a smaller batch to produce can reduce the total production time.
Second, we’ve been working with different manufacturers to understand their strengths and distribute work based on their competencies. We found that some manufacturers may be proficient in extrusion production but not in machined components. Traditionally, it was easier to aggregate production to reduce the number of suppliers and logistical overhead, but at this point, we’re at the scale where it makes more sense to have manufacturers focus on their core competencies to have the best quality possible.
Production space changes
Since moving into our new space in north Waterloo in November 2023, our space has adapted significantly. We’ve implemented new racking and equipment to increase the storage capacity of our production area. However, as we increase our batch sizes, our demand for space will increase as well. At this moment, our team is working on expanding the production area with potentially taking over more of our current building, as well as looking into a second space for warehousing.
Design changes and challenges
When working on the first batch of AltMills, we encountered a number of problems, some we were expecting and some we weren’t. Much of MK2 development is to address and improve the overall manufacturability and ease of customer assembly.
Extrusion
As we found when we first developed extrusions for the LongMill MK2, we knew that ensuring the flatness and straightness of the new extrusions were going to be critical in ensuring the precision of the machine. With the AltMill, with larger rails and the addition of linear guides, tolerancing was going to be an even more important part of the process.
Having material furthest from the center of the axis of rotation or flex offers the most rigidity in a structure. This is why in the initial design, the inside of the rail did not have any cross bracing. This might be counter intuitive, but actually is the most optimal way to design the rail. However, what we learned was that having some sort of cross-bracing would improve the straightness of the rail in production. While there is a small tradeoff in weight and potential performance, these differences are negligible for the added benefit of having higher production yield.
The original design and the current design both use machined surfaces to ensure that even with some deviation in the straightness and flatness of the rail, the linear motion would still mount without binding, but we found that in extreme circumstances, the rail would be so bent that the center of the rail wouldn’t get machined at all. These rails would need to either be re-machined or scrapped.
Another unexpected small benefit was the fact that the cross-brace increased the resonant frequency of the system itself so that the machine “rings” less.
Inside of the Y railInside of the X rail
Additionally, to aid with assembly, the Y-rails come with a small extruded “ledge” that helps keep the crossbeams supported and straight. This also improves the speed of assembly as the crossbeams can be held in place by the ledge while being bolted together, and the table does not need to be flipped twice during assembly to mount the table legs.
MK2 designMK1 design
Crossbeams also now mount using a custom tall-head screw, making it impossible to drop into the rail, and improving accessibility of the screw head for easier assembly.
Custom tall-head crossbeam screws
To add one more change to the Y-axis extrusion design is the integrated dust cover for the ball screw, instead of the stainless steel covers used on the MK1, which serve the same purpose, but reduce the assembly time and total part count. The addition of the ledge for the drag chain also helps keep it aligned during use. This recessed area also exists on the X-axis rail to help align the drag chain as well.
MK2 dust coverMK1 dust cover
A last subtle difference in the MK2 extrusions is the consistent use of a more fine bead blasted and anodized finish on all extrusions including the crossbeams. This is more costly than the unanodized crossbeams used in the MK1 AltMill, but greatly enhances overall polish of the machine – even if these parts get hidden by the wasteboard.
Machining
One aspect of the manufacturing that proved to be a larger headache than expected was with the threading of the extrusion, notably, the M4s used with the linear guides and end tapping with the crossbeams. With the manufacturing of the LongMill MK2, we ended up developing a system to tap the extrusions in-house, especially since we had also started cutting rails for each of the various sizes for the LongMill as well. However, given the larger number of tapped holes, we had to bring the tapping out of house.
We found that some of the tapped holes had weak threads, causing them to strip during the assembly of the linear guides or when installing the crossbeams.
We’ve improved the quality control and documentation so that our manufacturers are able to catch poor threading, however, we recognize that ensuring proper threading would always be a part of the manufacturing process, so we are working towards bringing the machining and tapping in-house as well. As a redundancy, threaded sections of all rails have been strategically thickened for reducing the likelihood of strip-out when over-torqued.
Wire management
One of the common criticisms of the AltMill was its lack of well-thought-out wire management. This means that users would end up with a pile of wires at the SLB. Since all of the motor cables are the same length, depending on how far the motor is from the controller, the user would end up with varying amounts of excess cable. Additionally having bundles of long cables going to each corner of the machine can be unwieldy and prone to assembly error.
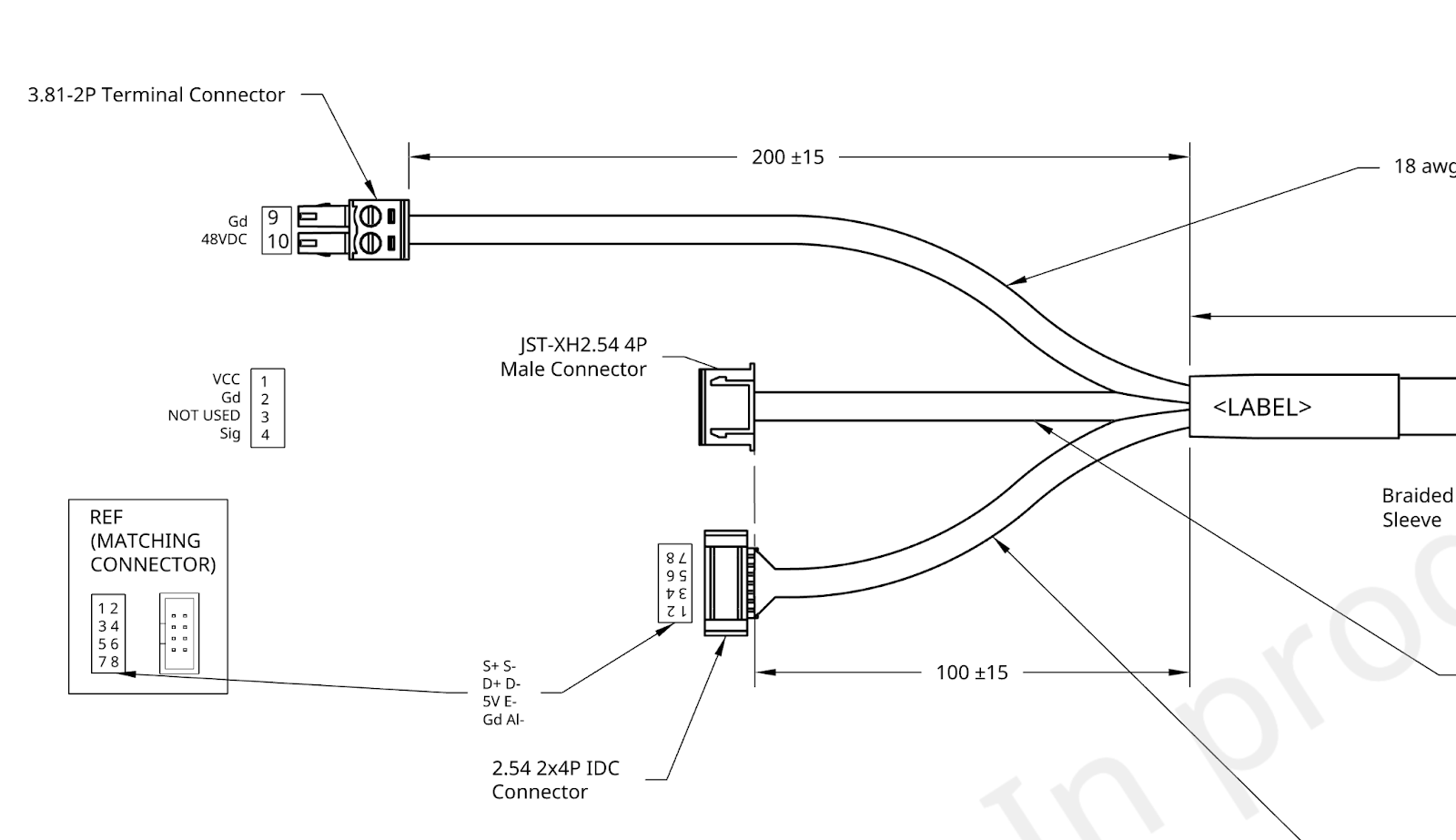
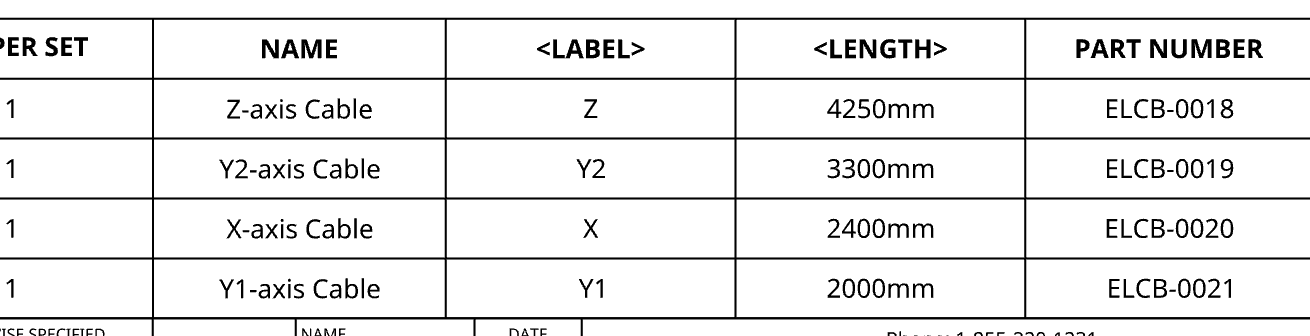
The MK2 implements new wiring that comes with pre-determined lengths and is pre-bundled for each axis. We’ve decided that although the packaging and supply chain may be a little more complicated on our end, ultimately, the improved tidiness and ease and speed of assembly would be worth it. This means that each cable is labelled and comes to an exact length to reach the controller. This also makes it easier to catch errors in assembly as wiring plugged into the wrong location would also be more apparent due to different wire lengths.
Additionally, each cable harness now includes an integrated limit switch cable, meaning less individual cables to route during assembly, as well as an easier time to identify where each limit switch plugs in.
Limit switches now connect to the integrated wire harness using a small locking connector. This makes installation of the switches and wiring a bit easier, as well as allows for easy replacement of limit switches if needed.
New ‘pigtail’ inductive sensors
This work is also done in conjunction with adjustments to the front and back motor plates used on the Y-axis to utilize the inside of the extrusion to hide and protect the wiring. Additionally, we’ve made some changes to the SLB-EXT controller case to make wire management easier and cleaner.*
Y-axis end plate allowing for wires to be passed through the inside of the extrusion to the rear of the machine
Please note that changes to the SLB-EXT are expected to come near the middle of the AltMill MK2 batch. Both controllers are the same and are cross-compatible with each other.
Motor covers
On the AltMill MK1, motor cables exit from the rear of the motor and curve backwards towards where the cables are routed from. In some instances, this could cause connectors to fall out, or individual cables to break in extreme cases. Early on, right after launching, the individual cable crimps were changed to prevent these individual cables from breaking or coming out, but it was still possible to have connectors become come loose from their socket.
On the AltMill MK2, molded plastic motor covers are used at all four motors to: -Mechanically secure motor connectors from coming loose -Provide strain relief for each cable harness and redirect this towards its cable routing path -Provide protection of the motor and connectors without impeding any heat dissipation of the motor.
Molded plastic motor cover
Backwards compatibility to AltMill MK1
It’s important to state here that the updates and changes made to the AltMill are primarily for ease of manufacturing and assembly. If you already have a AltMill MK1, it’s unlikely you’ll need or want to change or upgrade your machine to a MK2. Many if not most components are still cross compatible, which means that some replacement parts that will be available for the MK2 will also work with the MK1.
If I have an AltMill MK1, can I update it to the MK2?
If you already have an AltMill MK1, most of the parts are backwards compatible with the MK2. However, most of the updates made are to improve the assembly and manufacturability of the machine, so if your machine has already been assembled, there is little to no practical advantage to updating your machine from a AltMill MK1 to a MK2.
We will not have parts immediately available for purchase, but we are working stocking and uploading parts that can be used between the two machines.
Additionally, if you already have a MK1 on order and would like to change your order to a MK2, please contact us. Please note that changing your order from a MK1 to a MK2 may delay the shipping of your order, plus have a price difference, as we will complete shipping of AltMill MK1 before AltMill MK2.
Electronics and software remain the same and will continue to be updated in line with the MK2. Resources and instructions, and tutorials will still continue to be relevant to both versions of the machine.
If I have an AltMill 2×4, can I update it to a 4×4?
Theoretically yes. To update it to a 4×4 size, you’ll need to replace the Y-axis rails, ball screws, motor harnesses and add an additional 2 crossbeams. It is our plan to have, as we currently do for the LongMill, parts available for purchase in our store for modifications and changes. However, the cost of the conversion on an individual basis may be high, and we don’t have a specific timeline or roadmap for a dedicated kit or instructions, so we strongly recommend ordering and committing to the size that you plan to use for the long term.
Pricing
Base price for AltMill 4×4 goes from $3990CAD to $4290CAD or $2950USD to $3160USD, ($300CAD difference or $210USD difference).
Base price for AltMill 2×4 to be $3890CAD or $2790USD.
Pricing for spindles and other accessories remains the same.
We are adjusting pricing for the AltMill to reflect some of the changes and improvements we’re making to the MK2 and better reflect our current costs for production.
The AltMill 4×4 MK2 and AltMill 2×4 will be available to order with updated pricing on Jan 29th, 2025 11AM EST. On Jan 29th, only the AltMill MK2 versions will be available for order.
Please note that this is expected pricing but pricing may change.
Happy New Year everyone! We’re looking forward to many new things coming down the pipeline for 2025.
End mill testing machine in progress
AltMill
If you haven’t heard, we are working on the launch of the AltMill 2×4 coming at the end of the month! We’ve also been working on some smaller concepts that are focused more on small precision parts and metal milling. Learn more from our article.
We made a big push to pack and ship AltMills for December. While we ran into a few delays getting parts, we managed to ship just over (put number of AltMills here).
We’ve continued to see growth in sales and popularity for the AltMill slowly, and we’re starting to run out of space in our shop to continue building them. We’re aiming to stock around 500 AltMills at a time by the end of the next batch, which means we’ll have much more significant space requirements.
For that matter, Mike has been looking at an additional 6000 sqft of space in the upstairs portion of the building, which would allow us to move some of the development and customer service team off the main floor of the building where we can expand production.
In other news, we are slowing chipping away at offering a larger, 220V 3.5KW spindle. While we believe the current 1.5KW spindle option is more than adequate, having a larger, more powerful spindle can unlock the full potential of the AltMill. There are a lot of different factors that are at play, including safety requirements, reliability, and costs that we are weighing to make sure that we get the best set up possible for users in the future.
#image_title
LongMill
LongMills have been shipping smoothly as usual.
LaserBeam and Vortex
LaserBeam is continuing to ship out as usual.
We are currently waiting on extra extrusion for the Vortex, so 30″ wide Vortex is expected to have a 1 week lead time, and 48″ wide Vortex has a 2 week lead time. Once we clear the queue later this month, we expect lead times to return to their typical 3-5 business days.
AutoSpin T1 Router
We also recently announced the new router, now officially named the AutoSpin T1 router. Learn more about it on the landing page or the article here.
Thank you so much for everyone participating in the naming contest!
gControl Panel Computers
Our second batch of 300 Panel Computers have shipped last month and are on the way to our shop. We expect to start shipping the rest of the batch mid to end of this month, which will allow us to ship computers to the rest of the customers who are waiting. We are expecting them to arrive mid-January currently.
Thanks to strong demand, we’ve started manufacturing a second batch of 500 computers. We’re expecting these computers to be ready to be ready to ship around the end of February to early March, which means that by the springtime, we’ll have enough stock to keep shipping computers out.
Gilberto has been working hard on getting lots of new features and guides implemented for gControl including:
Having gSender start up automatically when the computer is turned on.
We’ll be at the Toronto Woodworking Show from Jan 17 to 19th. If you want to see the AltMill, LongMill, and all our other cool do-dads and accessories, make sure to check us out at the show!
Hey everyone. I’m excited to share more details about the AltMill 2×4 (the AltMill with a 4×2 ft working area) and other sizes coming soon. We are expecting the launch of the AltMill 2×4 A few months ago, Ben took some time to put together a version of the AltMill with a 2×4 foot (approximate) working area using spare and scrap parts left over from production and posted a video about it. Since then we had a lot of interest in smaller versions of the AltMill.
Availability to order the AltMill 2×4 is tentatively scheduled for Jan 29, 2025 and expect to ship at the end of March. The AltMill MK2 2×4 will be available for order on Jan 29, 2025 at 11AM EST.
AltMill MK2 2×4 (machine only) to be $3890CAD or $2790USD.Spindle and Dust Shoe Kit pricing at $690CAD/$515USD
Since showing off this version of the AltMill, the response from the community has been overwhelming, encouraging us to develop and work on exploring different sizes of the AltMill.
Why different sizes?
After building and testing the AltMill, it became clear to us that the design and platform had a lot of potential to be used in a lot of different applications. The main innovations of the AltMill come from optimizing the design for rigidity while making it as easy and efficient to assemble at scale, which translates to different sizes as well.
As it stands, we believe we haven’t fully unlocked the power of the AltMill. We still have a lot of development and progress to make with:
Higher power spindle options
Automatic tool changers
Coolant options
Advanced clamping, vices, and other hold-down methods
The main goal for building all the different sizes, ultimately, is to serve a larger audience who want to use their machines for different applications beyond just the typical woodworking projects that our machines and industry have been focusing on such as:
Aluminum milling
Steel milling
Plasma cutting
Fiber laser cutting
Automating tasks such as drilling and tapping
Fundamentally, the AltMill serves as a platform for CNCs designed for many different uses and leverages development across all of the different platforms to trickle through the whole ecosystem.
Who is it for (AltMill 2×4 and smaller)?
We’re not a 100% sure yet but here’s some of our thoughts.
People who want to do small-scale production for a specific part:
Although a larger machine is more versatile, for users who want to have a machine suitable for machining specific products and parts, a machine just large enough for that specific part may be the best option, especially in space-constrained locations. For example, the AltMill could be jigged up to make guitars in a production setting, as the workspace is large enough for a full neck and body.
Another advantage of the AltMill is that businesses that need to do production can in theory order and have a machine shipped to them directly on short notice (or at least once we finish optimizing our production), allowing them to scale production quickly when they need additional machines.
Education or use in an institution:
We’ve also gotten interest from people who want to use CNC for teaching or institutional use, where the focus is less on producing parts and more on learning and testing. This could be in CNC software companies testing their CAM software or colleges that need lower-cost CNC machines that are robust enough for students to use while fitting in smaller classrooms.
The AltMill works on the same core technology as any industrial CNC machine, which means that it can provide an entry into CNCing without the risks and costs which come with industrial machines. The open-source nature of our designs and company also allows for institutions to adapt their machines to their needs as well.
For fun:
While AltMills are not cheap, they do come in at a price point that makes it accessible to most dedicated hobbyists. We expect pricing for all versions of AltMills to be around the current price of our 4×4, with variations based on size and configuration. This means that users may choose to buy a CNC machine just for the heck of it.
Sm-AltMill (Small AltMill)
Concepts of a smaller, metal milling-focused CNC internally called the “YesHappy” or “Sm-AltMill” have been tossed around in the shop for some time. From our perspective, we feel there’s a gap in the industry for a small, benchtop-sized CNC machine for milling aluminum and steel. While there are some options in the $2000-5000 range, we feel they are either underpowered and only good for small parts, and consumers need to spend around $10,000-$30,000 to purchase a smaller milling CNC or VMC.
Prototype Sm-AltMill
Here’s a list of machines that we found that are sort of in this space.
Machine
Price (CAD)
Cutting Area(in)
Spindle Power(kW)
Motion System
4 Axis Compatible From Factory
Makera Carvera
7800
0.2
Slide Bearing
Yes
Shariff DMC
4550
2.2
No
Sainsmart Gemnmtsu
1945
0.4
Delrin Wheels
No
Yorahome Crossriver 6060
4107
24x24x5.8
0.5
Linear Guide
No
Carbide 3D Nomad
3640
8x8x3
0.12
Slide Bearing
No
Source Rabbit Quantum
12800
13x13x4
1.4
Linear Guide
Yes
Langmuir MR-1
6500
23x22x6
2.5
Linear Guide
No
Kitmill AST
11000
8x5x4
0.1
Linear Guide
No
Stepcraft-3 D420
3000
12x16x5
1
No
Coast Runner
No
Onefinity Machinist
2400
16x16x5
Makita
35mm Rail
Yes
Bantam Tools
11000
7x9x3
Linear Guide
Yes
So where do we land for this? Here are some considerations:
With our software and hardware stack, we can support advanced functionality such as 4th axis support, coolant control, closed-loop steppers, and more without additional development, since functionality has already been worked on and developed for AltMill and LongMill already.
Since we are already assembling and building AltMill at volume, we can take advantage of economies of scale for many of the parts used in the other-size machines.
The rigidity and accuracy of the AltMill generally exceed the majority of the machines on this list and can be optimized further. Based on our testing, we’re able to reach material removal rates on the regular AltMill 48×48 compared to the highest-powered machines in this list, and we expect that a smaller version of the machine would increase the overall rigidity to continue to meet or exceed performance across the board.
There are a couple of things that we’re working on now including:
Reaching out to people in the machining community to get their thoughts on this sort of product
Figuring out the balance between cost, features, and performance
Playing around with different add-ons such as ATC and coolant
Building a small batch of beta units
Testing metal-specific tooling
Larger machines (AltMill 4×8)
On the other hand, we’ve also been getting a ton of interest in a 4x8ft version of the AltMill. Our team has been considering this as well, and identified two main short-term challenges and one main long-term challenge in bringing this to market.
First is the packaging. One of the main advantages we have is being able to pack and ship everything through a courier like UPS. This avoids the need to deal with complicated freighting and equipment needed to load and move large CNC machines. However, using a courier for very large shipments can be expensive and sometimes not possible depending on the size and weight of the order. Additionally, shipping items through couriers run a higher risk for damage, as shipments go through many hands and get stacked and piled on top of other shipments.
We believe that using the courier method does make things more accessible since we can deliver CNC machines to residential locations. However, the larger and heavier the machines become, the more difficult it is to work around the limitations. That being said, we’ve seen lots of examples of this, and we believe, we can sort out something that works.
The second challenge is with power transmission. Since the Y-axis needs to get longer, it also means that the Y-axis ball screws will become more prone to whip if we keep the same design. This can be mitigated with a number of options, such as using rack and pinion, larger ball screws, or something else, but this means that we’ll have to engineer another way to move compared to the existing solution. Of course, designs and solutions already exist, and we believe that we’ll be able to figure something out in this area too.
Lastly, the other, perhaps long-term challenge comes down to our company scale. Larger machines take up more space, and although we just moved into a larger office about a year ago, we’d be looking at moving into an even larger space as soon as we start production for 4×8 ft CNCs. Additionally, and perhaps the even bigger challenge, is hiring and onboarding more team members to support the new product.
With that in mind, we do believe that there is a space in the market for an AltMill 4×8, and we have been chipping away at the design and logistics to eventually bring it to market. Make sure to stay tuned for new updates.
Pricing
There are some fixed costs associated with all versions of the AltMill, such as:
SLB-EXT controller
Spindle (although the specific version may vary depending on the use of the machine)
Closed-loop stepper motors
Gantries (although there may be variations for machines designed for milling metals to accommodate vices and additional workholding)
Couplers, bearing blocks, and other assorted hardware
On the other hand, costs for items that are size-dependent include:
Linear guides
Rails
Packaging and shipping
We predict that material costs for smaller machines will be relatively close to the 48×48 AltMill. Some additional costs include:
Resource and support costs for each variation of the machine
Unique packaging and assembly costs
Development costs
Additional machine-specific accessories such as coolant support and vices
All in all, we don’t expect pricing to be dramatically different compared to the current AltMill, which we believe is well-priced on its own. Customers should expect pricing for the AltMill 2×4 to be similar to the current price for an AltMill 4×4. Finalized pricing will be available near or at launch.
Next steps
Production for more AltMill rails is now in production, which includes approximately additional rails needed to build around 100 AltMill 2×4 We’re expecting them to arrive around the end of February, which means we’ll have the first parts needed to start building around 100 units.
Our team is currently working on media and marketing materials to prepare for the launch of AltMill 2×4 on the store, which is tentatively scheduled for Jan 29th.
We expect AltMill 2×4 to start shipping in March.
Additionally, we are in production for an additional 25 sets of rails and parts for a 16×16 inch working area machine (Sm-AltMill), which will be focused on metal milling. We do not have a specific launch plan for this yet, but we are collecting feedback and doing market research to understand how we want to configure the design for this. We will be reaching out directly to potential users for sales of the first batch, so if you’re interested, make sure to fill out the survey.
We are expecting the Sm-AltMill to be sold and built on an individual basis and customized and tested for different uses, which means that they will not be publicly available for sale at this time.
FAQ
Is there going to be a way to upgrade from a 2×4 to a 4×4?
It is likely we will have a kit available, but we likely will need a few months after the launch to sort out the product and resources for size changes, so we recommend picking the size you’ll be committing to up front for now.
What is the footprint of the AltMill 2×4?
The footprint is approximately 52in wide and 39in deep. From the bottom of the foot to the top of the motor, the height is approximately 56in.
Do the legs come with the AltMill 2×4?
Just like the AltMill 4×4, the AltMill 2×4 comes with steel legs.
What accessories work with the AltMill 2×4?
Any accessory that works with the 4×4 will work on the 2×4. This includes any spindles, gControl panel computer, Vortex Rotary axis, and more. We expect that future add-ons and features designed and developed for 4×4 will work on 2×4 as well.
What is the price for an AltMill 2×4?
Official pricing has not been established, but users should expect pricing to be similar but slightly less than a 4×4.
When are AltMill 2×4 expected to ship?
2×4 machines are expected to start shipping in March 2025.
Where can I buy an AltMill 2×4?
Pre-orders will be available on our website at the end of January.
Will there be any other sizes of the AltMill?
Besides the Sm-AltMill with a working area of approximately 16×16 inches, we don’t have any immediate plans for other sizes at the moment.
Due to port strikes in Vancouver, some parts that were expected to arrive earlier in November have been delayed. We have been working on packing and preparing everything else so that we can make a big push for the end of the year to get the remaining AltMills in Batch 2 out the door.
Rails and other parts have just arrived at the start of this month. and we are resuming shipping AltMills.
All of the parts in Batch 4, which is our next 250 AltMills, are expected to finish production and arrive at the end of January.
Ben and Daniel have been chipping away at the packaging layout for the 2×4 AltMill, here’s a photo of some 3D modelling that’s been done. We are now officially starting production for the 2X4. More info to come. If you’re interested, please feel free to fill out our survey. https://forms.gle/LV9erqPFEr1boPWx7
Also, amongst other cool stuff we’ve been playing around with, here’s a look at Mike and Jon’s “SmaltMill”, designed to automate some of the tapping we do for LongMill and AltMill parts. This is part of us dabbling with the idea of using our own machines to do some of the machining and production for the LongMill and AltMill.
Vortex Rotary Axis including the closed-loop stepper motors are now shipping!
LongMill
LongMill kits are shipping without delays. Our team has recently pre-packed around 150 LongMill in advance of the AltMill parts coming in, so we can focus efforts on clearing the rest of the queue.
gControl Panel Computer
We have now shipped the first 45-50 computers out! We are now in production for another 300 computers. We are expecting them to arrive in mid-January and ship to the remaining customers in our queue. We are also working on a new production batch for another 500-1000 computers as the gControl computer has been more popular than expected.
We have received a small number of customers who have not been able to turn on their computers. After working back and forth with the manufacturer, as well as doing some of our own testing, we found that a standoff may contact part of the screen driver board, causing it to turn off. We’ve addressed this problem in the upcoming batch that is currently in production.
Otherwise, we’re super excited to see that folks have already set up and started using gControl, and we look forward to getting them out to the wider audience soon.
In other news, a lot of customers have been asking if the gControl has upgradable RAM and memory. After going through the process of opening up the computers, the answer appear to be yes. Although we believe that users will not need to make changes to their computer, we believe that having the peace of mind that these parts can be upgraded and replaced is valuable to the user. You can learn more about memory updates here: https://resources.sienci.com/view/gcontrol-memory-and-storage-upgrades/
LightBurn Seller and Pricing Changes
There are some changes happening with Lightburn. If you guys don’t know, Lightburn is a software for laser cutters including the LaserBeam. We have been an official reseller for this software for some time.
The first major change is in the pricing. The original price started at 60USD and is now going to come up to 100USD. While we understand that a higher price isn’t necessarily great for customers, we do think that the software at 100USD is extremely reasonable and provides incredible functionality for lasers in general. Additionally, given that the Lightburn team has continued to provide support and updates frequently, the additional income from license sales are expected to help push development and improvements on further. This is called “Lightburn Core” now
The second major change is in the licensing structure. Originally, we were able to freely sell the software. At this moment in time, although there is no specific agreement in place, Lightburn wants us and other sellers to only offer the software as a bundle to another product. This is to reduce the number of unsavory sellers in the market who do things such as selling the same license code three times. Since each Lightburn license can be installed on three computers at a time, they can sell the same code thrice. When customers have tried to install licenses on multiple computers as they should be able to, they have found that they are not able to and adding extra burden on the Lightburn team to resolve.
I am not really a big fan of “bundling” software with products, as I believe that users should have as much freedom as possible when choosing software, especially when there are multiple options, which is why at this time we haven’t bundled or offered the software for sale on our site at the moment.
We are discussion possibly using an online portal instead, where users can buy software direct from Lightburn, but allow us to take a commission and provide some support to customers as well. I have found this to be a fairly straightforward and easy way to allow software providers to have control over the software distribution.
We are still working through this, as we do want to make sure Lightburn is able to sustainably provide software. If you want to purchase the software, you can still do so directly through them on their website.
LaserBeam and UltraBeam
As you guys might know, Ikenna has been at the forefront of the LaserBeam and UltraBeam projects. Not only have these been big projects in general but also brought to light thoughts and discussions about the structure and ownership of these projects and products. While initially, the plan was to keep UltraBeam under the Sienci Labs umbrella, it became more clear that we had to reconsider this as the project progressed.
Since the UltraBeam CO2 laser project has encountered complications as we previously noted, we have put that project on hold until we figure out the best path forward. We have heard from customers regarding our current LaserBeam product, and we continue to support the LaserBeam. However, as we’ve revisited our LaserBeam line, we’re making plans in developing and offering newer improved versions of a diode laser attachment soon. Make sure to stay tuned for more news.
A number of customers have expressed concerns over the potential trade tariffs announced by Trump, so I’d like to address this in an article. The proposed 25% tariff on Canadian imports by President-elect Donald Trump marks a significant escalation in trade tensions between the U.S. and Canada. Framed as a measure to address drug trafficking and migration concerns, the tariff threatens to disrupt one of the world’s closest economic partnerships.
We understand that this may be a concern to our American customers, in case they should be expecting additional costs to bring their machines and other products from our company in Canada to the US.
Likelihood of a tariff being put into place
With such a significant amount of business being done between US and Canada, this tariff would potentially create a huge impact on both economies, with potential price increases for imported good in the US, and slower sales for Canadian companies. Additionally, this creates a burden on the customs systems put into place, which could mean longer times for products to clear across the border.
It should be noted that, at least according to Trump, these measures are put into place to address drug trafficking and illegal immigration by creating a potential economic punishment for governments that don’t crack down on these things. If both governments are able to find a way to solve some of these issues, it may mitigate the need for a trade war. Additionally imposing tariffs between US and Canada may potentially violate the USMCA trade agreements, which allow for easier trade between United States, Mexico, and Canada, which can cause other economic implications and political repercussions. The USMCA took over a year of negotiations and nearly 3 years to fully implement, and unravelling that could have serious consequences.
All this means that the situation is very nuanced and complicated. I don’t expect there to be dramatic changes right away, but we are keeping an eye on the situation as it progresses. There may be a chance that there won’t be any tariffs levied, the tariff amount is smaller than originally proposed, or it may be only to certain products and materials that pertain to us.
What happens if a tariff gets put into place
We intend to honour our pricing and responsibilities to cover duties and taxes for products shipping to the United States as we have continued to do so in the past few years.
However, an import tariff will impact our costs and the bottom line of the business, and we may need to address that when we know what will move forward with tariffs if there ever is one. We will reconsider pricing for our products once we learn of changes in the tariffs if or when it occurs.
From my personal experience and opinion, while there may be some tariffs imposed, the direct impact to us and our customers in general may be more nuanced, such as interventions from the Canadian government to support Canadian companies. There have been many changes in the political and economic landscape that our company has faced, and I believe that regardless of what happens, we’ll figure out a way through like we always have.
We are discontinuing the UltraBeam project. The UltraBeam was a standalone CO2 laser designed for higher-power cutting. This article outlines the circumstances and series of events leading up to this announcement.
The UltraBeam project was started and led by one of our employees, Ikenna. From the beginning of the project, Ikenna had expressed interest in spinning the product into part of a new company, separate from Sienci Labs. However, I decided that at that time, the best chance of success for the product was to keep it within the Sienci Labs umbrella and build it under our roof. Since that point, Ikenna has worked on the CO2 laser full-time.
Our company has gone through a lot of changes internally, and with that, changes to our company structure, distribution of resources, decision-making processes, and more. Alongside this, we’ve had a number of employees leave or get fired, which has affected the balance and relationships within the company. In the midst of everything, it felt to me that spinning the CO2 off into a separate company may alleviate some of the pressures to manage all of the changes and allow Ikenna to build a new company structure around a new product that was suitable for his vision.
We started working on a rough plan for this spinoff. The general plan was for Sienci Labs to transfer the prototypes, materials, and IP around the CO2 laser to the new company in exchange for a minority stake in the new venture. This meant that Ikenna would leave Sienci Labs and then work for his own venture. This structure would allow Ikenna to access all of the work he had already started without restrictions,
After his departure, it became clear, after some back and forth, that Ikenna no longer had the intention to work with me or involve the company in the new venture.
This puts things in a complicated situation, since as far as I understand, Ikenna plans to continue the development and eventual release of a CO2 laser. However, Sienci Labs still retains the intellectual property and customer information created during Ikenna’s employment.
Given these circumstances, I am putting a hold on the UltraBeam project. This means that there will be no new development or product release at this time. Additionally, I would note that external use of customer information and IP created and owned by Sienci Labs is a violation of our working contracts and any products.
Hey everyone, here are the Nov 2024 Production Updates!
AltMill
We shipped more AltMills out last month. We’ve ramped up production and you should find if you already ordered a machine that lead times may have gone down. We’ve worked on streamlining production, bringing on some more staff, training current staff with new skills in management and operations, and setting new production goals to move things along. We are aiming to finish both Batch 1 and 2, a total of 400 AltMills to be shipped and delivered by the end of Dec 2024. At this time, we currently have around 50 more machines left in Batch 2, so if you want to be part of this group, make sure to order soon!
We’ve now ramped up production for AltMills, and this past month we’ve shipped out around 70-80 units. We’re now waiting on some additional parts expected to arrive Nov 4th, and we will be aiming to keep increasing production more to clear the rest of the queue.
Some parts for Batch 2 have arrived, which means we are starting to build our next 200 AltMills. We expect the rest of the parts to arrive in November. We are currently ordering and building stock for Batch 3, which will be another 250 AltMills. Many of the parts have already been ordered for Batch 3, and we expect most of those items to arrive in Jan 2025.
We did run into a hiccup with our VFDs because this chip was changed, causing communication issues. Since then we’ve received a new batch of VFDs plus are expecting to receive new boards to replace these VFDs. This means we will have around 400 full VFDs in stock once our fix is complete.
This did slow our production a bit at the beginning, but we have been shipping machines without the VFDs first so that customers can get their machines ready prior to the spindles arriving.
Additionally, we’ve received a few messages from users about the spindles being wired incorrectly. We’ve implemented an additional QA step to check the full functionality and wiring of the spindle and VFD. Additionally, we’ve received some notes from users who have changed their VFD settings inadvertently, and so we are implementing a VFD setting lock to prevent users from changing settings without the proper precautions.
Testing setup, one of 3 stations
The good news is that the cables and spindle motors were here first, which means that they can be tested and packed first, so that we have some things we can work on in the meantime.
New batch of expressed shipped VFDs to make up for the bad ones
Additional to this, we’re making updates to the firmware to improve the communication and reliability between the board and the VFD. Although we expect the old chip to be more stable, updates to the firmware is expected to decrease compatibility issues for third party spindles.
As we mentioned in a prior update, we’ve been working on figuring out some improvements to make to make sure rails are straight and at the correct tolerance before assembly. Unfortunately, our current extruder continues to have some issues with having a good yield on these parts. As a way to mitigate issues and try something new, we’ve moved production to a new manufacturer for extrusions. This means we have around 200 sets arriving this month, and another 200ish sets being produced at this moment. The best case scenario is that the 200 rails we get in the next few weeks are flawless, but if there are a lot of issues, the new batch of rails should arrive a month or so later.
We’re currently working with two additional extrusion companies to build future batches of rails. These will be for Batch 3. We are also starting to work on production details for the 2×4 AltMills as well during this period.
Additionally, we’re working on vetting a few new CNC machine shops, as the shop we currently work with has been struggling with keeping up with the volume of parts we need, causing delays in their production shop. We are working on splitting up production of parts between different shops so that we can mitigate these types of issues.
In other, other news, our engineering team have started dabbling with the ATC spindle that we have in the shop. We don’t have any expected days we will have something available, but we are testing some different systems to make sure that third party support can be more streamlined, or we can understand and identify needs of the user for an ATC system.
ATC spindle
LongMill
LongMills ship out on schedule, within a few days.
LongMill Spindle Kits, which use same components as the AltMill Spindle Kits, have also been delayed in shipping due to the same issue. We have started shipping some of the LongMill Spindle Kits, and we are expecting to have the rest of the queue completed at the end of the month.
gControl Panel Computer
The gControl Panel Computer has now launched! You can learn more about it here.
The first 40-50 units, we are aiming to ship out before the end of the month. We have now sold over 100 computers, and we are working on ordering an additional batch to cover new sales. These computers are expected to ship in December/January.
The brackets have for mounting the stand to the LongMill and AltMill, we have received the license codes for Windows 11 IOT, and we are expecting computers to arrive on Nov 1st. We have been working on filming and making the resources in anticipation of the new panel computers.
I also had a chance to test the computer with Centroid using the Ethernet cable. This opens up a wider set of options for people to use their panel computer on other CNC machines. From our testing, it worked flawlessly. Thank you John for letting us give it a whirl.
Testing Centroid
Vortex
The Vortex Rotary Axis continues to ship as usual. We’re excited to announce that our close-loop versions of the kit have started shipping.
You can now find additional resources on installation on our Resources Page.
LaserBeam
We’re excited to share the Magnetic LaserBeam Mount, compatible with standard LongMill and AltMill mounting! This has been designed to make it faster and easier to mount and unmount the laser, rather than using the screws.
Magnetic mount for LaserBeamInside look
Shipping and production are proceeding as normal, we currently have 27 LaserBeams packed and prepared for shipment within 1-3 days. New Driver Boards have been ordered, as well as more LaserBeam Mounts. Both will arrive well before we run out of our current stock.
We will be adding two of our LaserBeam accessories for purchase in our shop.
First is the steel LaserBeam Mount. We’ve found some of our customers enjoy using this mount for their own projects, setups and designs. Although it was designed specifically for our LaserBeam, it’s a versatile and robust piece of material.
Second is the Replacement Focus Finder Set. Every LaserBeam order is shipped with a full set but we understand that the parts are small and easy to misplace, so we created a solution.
As well as making these accessories available for purchase, we have added a new resources page to our website where you can find the design files for each accessory. Feel free to experiment and try making your own at home.
Sine we can’t call our thing the “Sprouter” anymore, I’ll just use PWM Controllable Router for now (or just “router” here for brevity). Here’s a short demo of the speed control being used to play music while cutting at the same time! (turn on your audio).
We brought down the newest version of the prototype router down to Austin TX for the Vectric UGM, where we did some basic demos switching between different speeds. We’re excited to share that we’re able to successfully control the router using a PWM signal!
Since we want to be able to make sure the router works with other popular hobby CNC machines, we’re looking for some volunteers who have machines other than an AltMill or LongMill, who’d be ok with us plugging it into their controllers. If you’d like to offer your help, please reach out!
Thank you everyone who’s been suggesting names for the router. We’re likely going to have a more official contest to help with the naming of the product, so keep an eye out for that!
Hey everyone, I’m excited to finally share details and launch the gControl Panel Computer. We’ve been running several of them in the shop and they’ve been incredibly handy and versatile in running our CNC machines, and I’m sure you’ll find that too.
Here at Sienci Labs, one of our main goals is to make our machines as reliable as possible. This means designing, developing, and testing every aspect of our product. The development of the SuperLongBoard was one of those initiatives to improve the electronics side of our machines.
While on the original roadmap, we had planned to integrate a computer directly onto the SuperLongBoard, which would allow users to run gSender and control their machine in a single board, we found that doing things this way would greatly complicate the process and cause other potential issues, so we decided to split the development into two parts, the board, and the computer.
For those who might not have been following Andy’s production updates, we’d originally envisioned the SLB as being a system of two different parts working together. The first being the board itself, containing all of the core CNC functionality controlling motors and handling g-code, and second being an optional onboard compute module that would act to replace a computer or laptop and instead be integrated. Users could connect a keyboard, mouse, and monitor to control all functions of the machine directly through the SLB. This was very exciting to us given the considerably low price of the compute module over a computer, around $40-80 dollars plus the cost of the monitor, keyboard, and mouse, as well as the extra speed, user experience, and reliability of an onboard system.
In our extended tests with this idea in mind, we weren’t finding the success we’d hoped in creating a seamless user experience with this solution. Despite trying many Linux kernels, drivers, GPU acceleration, and bringing many more efficiencies to gSender, the Broadcom and Rockwell-based processors used on smaller compute modules were not powerful enough to accommodate the visualization of g-code directly onboard. This also meant they didn’t have extra headroom if in the future we wanted to implement other features such as having a camera monitoring system or other sensor inputs. With many months delay trying to chip away at a resolution we decided to split the development of SLB back into its two parts; prioritize improving the baseline machine performance first so CNCers don’t have to wait any longer for the SLB to make better machines, and strip out all the on-board connectors and switch to a higher-power off-board solution that we’ll implement at a later stage. This will mean anyone could still upgrade at a later date. Higher-power Fanless PCs will cost more, from our initial budget of around $80CAD/60USD for the compute module, to somewhere around $100-$200USD depending on the specs and configuration, but would ensure a smooth and seamless experience as well as provide headroom for future applications.
To summarize, we decided to take the concept of the onboard computer and divide and conquer on it at a later date. It would’ve been really cool to have a fully integrated system but it kept pushing our board delivery back further and we felt it would benefit everyone if we just pushed ahead on the other features that will all still bring great benefit to the CNC experience. This means that users will still need to connect their computers to the board to control their machines when the first batch of SLBs release, but should still see drastic improvement.
I’m happy to say that we’ve seen significant improvements to the overall reliability of people’s CNC machines. However, the computer side of things is still an area we need to tackle.
Over the past year, we’ve experimented with different computer hardware options, from mini computers from Amazon, to different compute modules, Raspberry Pi’s. Here are some of the hurdles:
Some items, like Raspberry Pi were often out of stock and hard to buy in bulk. This created concerns around us being able to get the number we’d want in the long run.
Lower power hardware, such as x86, ROCKCHIP, and Raspberry Pi did not have the graphics support or processing power to handle the graphics visualization for gSender. While the hardware would be less expensive, we would need to strip out features and spend more in development for compatibility.
Integrating a computer meant no upgradability in the future. If one of the parts breaks, you’d have to replace the whole board.
Going for an industrial panel computer felt like the no-brainer choice. Some of the pros being:
They are readily available from a number of manufacturers and can be configured in almost an infinite number of ways.
Would require no changes to gSender to run.
Given that they incorporate the screen and touch interface, would cost about the same as buying all the parts separate
Allow more features such as networking, SSH, and even be used to check your email
At the end of the day, I don’t think there’s a difference in whether the computer is on board the controller or off the board in terms of usability. I call it the “wizard behind the curtain”. If the use of the machine is the same, does it matter?
What is gControl Panel Computer?
gControl is a panel computer that is designed to be used to control your CNC machine. It runs gSender and connects with your LongMill or AltMill to provide an interface to send commands, jog, change settings, and send jobs. While currently, you need to provide your own computer to run your machine, gControl takes that place.
At this current time, customers are required to provide their own computers to control their CNC machines. Since we don’t have control over the sort of computer, the condition of their device, specifications, and the quality of customer-provided computers, this can be a source of issues. Tackling issues that come from the computer can also be tricky, as we can attribute issues to so many things, such as the machine itself, the electronics, and the connection.
GControl also comes with Windows 11 IOT installed, a special version of Windows designed for applications that require a high degree of reliability. This version of Windows is designed for fixed functions, special-purpose devices, with an expected lifecycle of 10 years or more like medical devices, bank machines, and manufacturing systems. Unlike Windows 11 Home or Pro, Widows 11 IOT comes without bloatware and only performs updates that does not change settings or core functionality and stability of the operating system. We expect that this system will reduce issues that stem from Windows 11 related settings and updates.
By being able to provide a high-quality, tested, and reliable computer, we intend to reduce issues that come from the computer. gControl is essentially an industrial panel computer adapted for use with our machines.
Longevity
Computers used in a workshop setting are exposed to heat, cold, humidity, and most importantly, dust. From feedback from users and the community, dust is one, if not the biggest reason for computers to fail. Dust can fall on sensitive components and cause shorts, or clogged fans to reduce airflow inside the computer, causing them to overheat and eventually die.
gControl is a fanless design, which greatly improves the durability of the computer.
Fanless design uses a large finned case to dissipate heat
Versatility
There are now a few integrated CNC control solutions in the hobby CNC space. However, one of the main drawbacks is that they are limited to being able to do one job only.
gControl on the other hand is a full-fledged Windows PC, which means that any Windows program you want to run will work natively on the computer. This means you can run CAM programs, and simulation software, check your email, and more, just like you’d be able to with any computer. This also means you can use it for applications outside of CNCing as well.
This means that anytime there is an update to gSender, those updates will apply to the computer as well, rather than having to have it’s own compiling, testing and validation cycle, that comes with embedded systems or custom, locked-down systems.
gControl also has many connection options, including Ethernet and USB, which means that you can connect your SuperLongBoard with either Ethernet or USB, plug in external USB sticks and hard drives, and more. Additionally, you can connect other peripheral devices, such as a mouse and keyboard, webcam, and even an extra monitor, if those extras help with your workflow.
Connectivity options
Additionally, gControl comes with standard VESA mounting points, allowing users to also use other mounting options if they so wish.
How I use gControl
I feel that the way I use gControl is probably going to be the same way the majority of users will use gControl.
gControl, first and foremost is dedicated to running the CNC machine which is why all computers come pre-installed with gSender.
gControl is installed directly on the CNC machine. I am able to tilt the screen toward and away from me so that I have close access to it when I need to jog the machine. While the machine is running, I can clearly see the job status and visualization from a distance.
Windows 11 allows the computer to exist on the network, which means that if I have it on the same wifi network as another computer in my home or workshop, I can directly send files to it. I have one computer I use for making gcode, and I can save files directly onto gControl from my workstation.
Some other convenient options in transferring files is to message it to yourself through something like Discord, email it to yourself, or use cloud storage like Google Drive. At our shop, we have an open Discord channel where the engineers can put the file on the channel from their own computer, then download it on the panel computer.
Otherwise, running gSender on the computer is exactly the same as any other computer.
Pricing
Pricing may change at the time of launch, but anticipated pricing for gContol is:
$430USD/$589CAD for the gControl Panel Computer, bracket, and mountfor the AltMill or LongMill.
Build quality
gControl is a completely fanless computer which dissipates heat through a heavy metal casing. This means that gControl is impervious to the one thing that kills most computers: dust. From our own testing feedback from users in the industrial sector, we can greatly improve the longevity of a computer used in a workshop setting.
Mounting
Each gControl comes with a mount and bracket to attach to the front left or right of the LongMill or AltMill. The mount can clamp to the edge of a table or be screwed in.
This means you can keep the computer close to the action, making it easier to control and watch the machine.
Each panel computer has standard VESA mounting points, so you can also use an aftermarket mount or make your own if you want to set up your device differently.
Window 11 IOT
Windows 11 IOT is a special version of Windows 11 that has some notable differences between Windows 11 Home or Pro that most users will be familiar with, including:
Less pre-installed Windows software, which improves performance and stability by reducing the number of background processes.
Security updates only. Windows 11 IOT does not receive updates with feature or setting changes. This means that Windows stays the same as when it first gets installed. You can still manually install new software and features if you so choose.
Full reimaging and recovery media options. While Windows 11 Home and Pro have limitations on creating computer snapshots/images for recovery use, Windows 11 IOT allows recovery images to be created freely with all customizations and applications saved. This means that if you ever need to revert back to a certain state, you can save that version and reinstall it without restrictions.
10 years of extended support, which means that Windows 11 IOT guarantees support and updates for 10 years. Windows 11 Pro on the other hand receives 2 years.
No regional limitations. While Windows 11 Home and Pro have regional pricing and limitations on where it can be used, Windows 11 IOT allows for worldwide use. This means that we don’t need to carry different licenses based on the country you are from.
Windows 11 IOT otherwise works the same, and any Windows 11 users will be immediately familiar with the operating system, and you will be able to install any Windows 11 compatible software without restriction.
In essence, Windows 11 IOT fits this application since we want to have the most compatible, reliable computer possible for as long as possible.
FAQ
Mostly an anticipated FAQ, since this is just getting off the ground. If you have any questions you can’t find here, please feel free to reach out.
What machines are they compatible with?
gControl, simply put, is just a computer. Any machine that needs to be connected to a computer can be used with gControl. Any LongMill and AltMill with any board and of any generation is compatible with gControl.As a rule of thumb, if it’s compatible with gSender, it’ll work with gControl.
Additionally, other machines like Shapeokos, XCarves, Genmitsus, Sainsmarts, Openbuilds, and others that need a computer connection to operate can use the gControl as well, as long as you download the software for each of their respective companies.
What’s the difference between buying my own laptop or computer?
Both will serve the same purpose. However, the gControl computer comes with all of the hardware to mount it to your machine in a convenient way. Additionally, since it has a touch screen, using a mouse and keyboard is optional. Since our mounting option allows you to put the computer right next to the cutting area of the machine, it also makes it easy to control and operate the machine on the fly for operations like jogging, homing, and probing.
Given that gControl is completely fanless, we also expect it to last much longer in a shop environment than most consumer computer hardware.
What features does it have?
You’ll have access to every feature gSender and Windows computer comes with, including:
Wireless control with a phone
Wired and wireless control using a game controller
Networked file transfer
Access to thousands of Windows programs* such as Google Drive, Chrome Browser, CNC simulators, CAD and CAM software, and more.
*Not all programs are free. Please check system requirements for each program for compatibility.
Is it fast?
While the Intel N100 chip isn’t considered a high-end powerhouse by any means, it is perfectly suitable for running gSender and many other Windows programs. Check out these benchmarks for more info. In our day-to-day use, we experienced no issues with performance.
gControl also exceeds system requirements for popular software from Vectric, Lightburn, and Carveco.
Processors with similar combined benchmarks.
Can I run design software like CAD or CAM?
Although the main purpose of gControl is as a dedicated control station for your CNC machine, it is possible to run other programs on the computer. We recommend checking system requirements before running your software on the computer.
Can I upgrade my computer?
We don’t recommend opening it up for safety reasons. Users can use removable storage devices like an external hard drive or USB stick to provide more memory.
Whystart with 50?
We feel like it’s a small enough number for us to be able make mistakes and iron out issues on an individual basis, but large enough so that we have a large enough audience to try the first batch.
In our second batch, we’re aiming to have around 300-500 units built.
Can I install Linux or another operating system?
Yes, you can install any compatible operating system on your gControl. gControl should work with many distros of Linux and older versions of Windows.
Please note that :
There may be additional security risks involved with different systems
You may erase or lose files and other content pre-installed
Do I need the internet to use gControl?
No, the computer can be used standalone without any connection to the internet. However, software that runs on the computer may need the internet to work. gControl allows for internet connection with Wifi or Ethernet.
Future plans
Here are our future plans for this computer:
Increase order quantities to reduce overall costs. Since we’re only ordering 50 computers, the price per unit is fairly high. Getting our numbers to around 500-1000 units per batch would reduce the prices significantly.
Explore other uses. This computer is great for running the LongMill and the AltMill. We believe it’d be great to run other CNCs as well.
Thank you John from Forest CNC for letting us test Centroid on your machine.
Testing Centroid on John’s machines from
If you want to share your thoughts on this project, please feel free to answer our survey below.